

Argon arc welding is a common welding method that uses an electric arc protected by argon gas to weld two metal parts together. Under the protection of argon gas, oxygen in the welding area is excluded, reducing oxidation and pollution and ensuring the quality of the welding joint. Argon arc welding is widely used in welding materials such as stainless steel, aluminum alloys, and magnesium alloys because these materials are prone to oxidation. Argon arc welding typically requires highly skilled operators who can control welding parameters such as welding current, arc length, and gas flow to ensure welding quality.
- Preparation Prepare the welding machine and welding rods and determine whether or not to open a groove for the weld seam. No groove is needed for thicknesses less than 4mm, and a single-sided weld is sufficient. For butt welds with a thickness of 4 to 6mm, a double-sided weld without a groove joint can be used. For thicknesses, over 6mm, V, U, or X-shaped grooves are generally used. Remove oil and oxide scale from the welding parts and filler wire to ensure welding quality.
- Welding parameters Set the welding current parameters, arc voltage, welding speed, protective gas flow, etc. The welding current is determined based on the welding parts’ material, thickness, and groove shape. The arc length range is about 0.5 to 3mm, and the corresponding arc voltage is 8-10V.
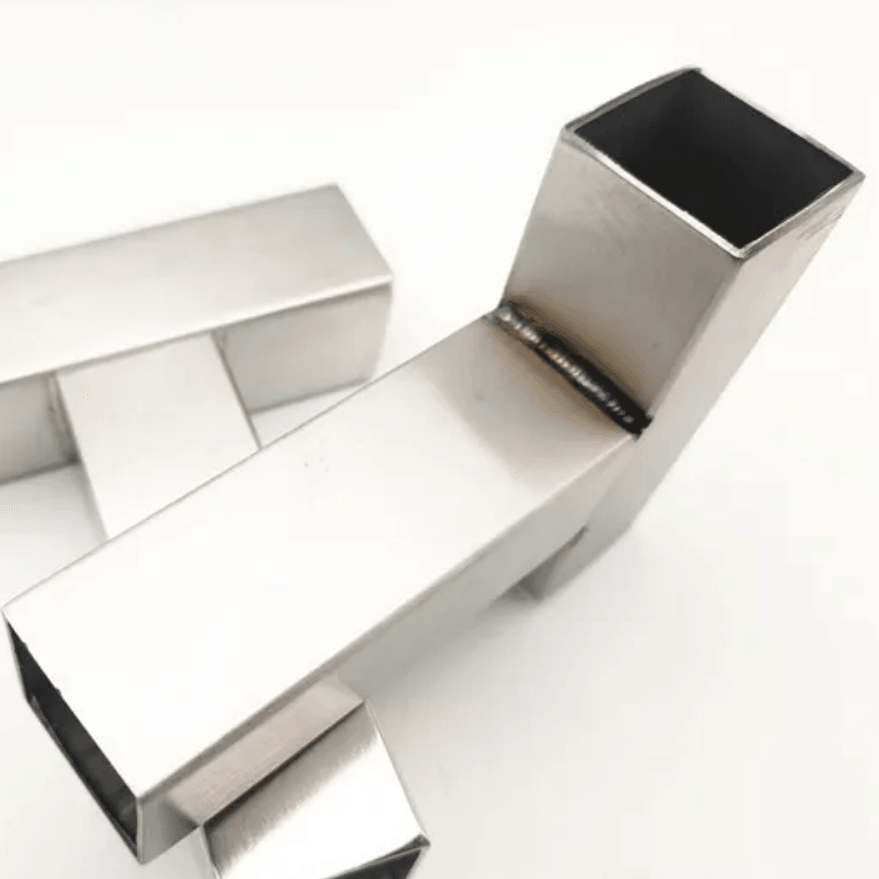
- During welding, The arc is stabilized between the metal wire of the current carrier and the workpiece under the protection of the shielding gas, and the metal wire is sent into the machine as the welding rod melts under its own arc.
Welcome contact Still Steel for any questions about Stainless Steel, a professional stainless steel material provider.


{kind=link}
{kind=link}
Leave A Comment